1.繪圖
在鈑金上機加工之前,應根據產品要求選擇合適的材料,并合理展開零件圖,其中公差外形尺寸、毛刺方向、撕裂、壓鉚位置、板厚及公差、折彎半徑等均應確保科學準確。
2.下料
在下料時則應基于實際情況確定具體方式,如激光切割柔性化程度高,切割速度快,生產效率高,產品生產周期短,切縫窄、切割質量好、自動化程度高,操作簡便,勞動強度低,安全環保。
3.折彎
折彎即2D平板件向3D零件的過渡環節,具體是借助折彎機對金屬板料施加一定的壓力,使其由彈性變形轉化為塑變變形,此時板料會先自由彎曲,后在壓力的作用下,彎曲力臂、曲率半徑會不斷變小直至形成V型彎曲,一般情況下先壓鉚后折彎,但有料件壓鉚后會干涉就要先折后壓,又有些需折彎—壓鉚—再折彎等工序。
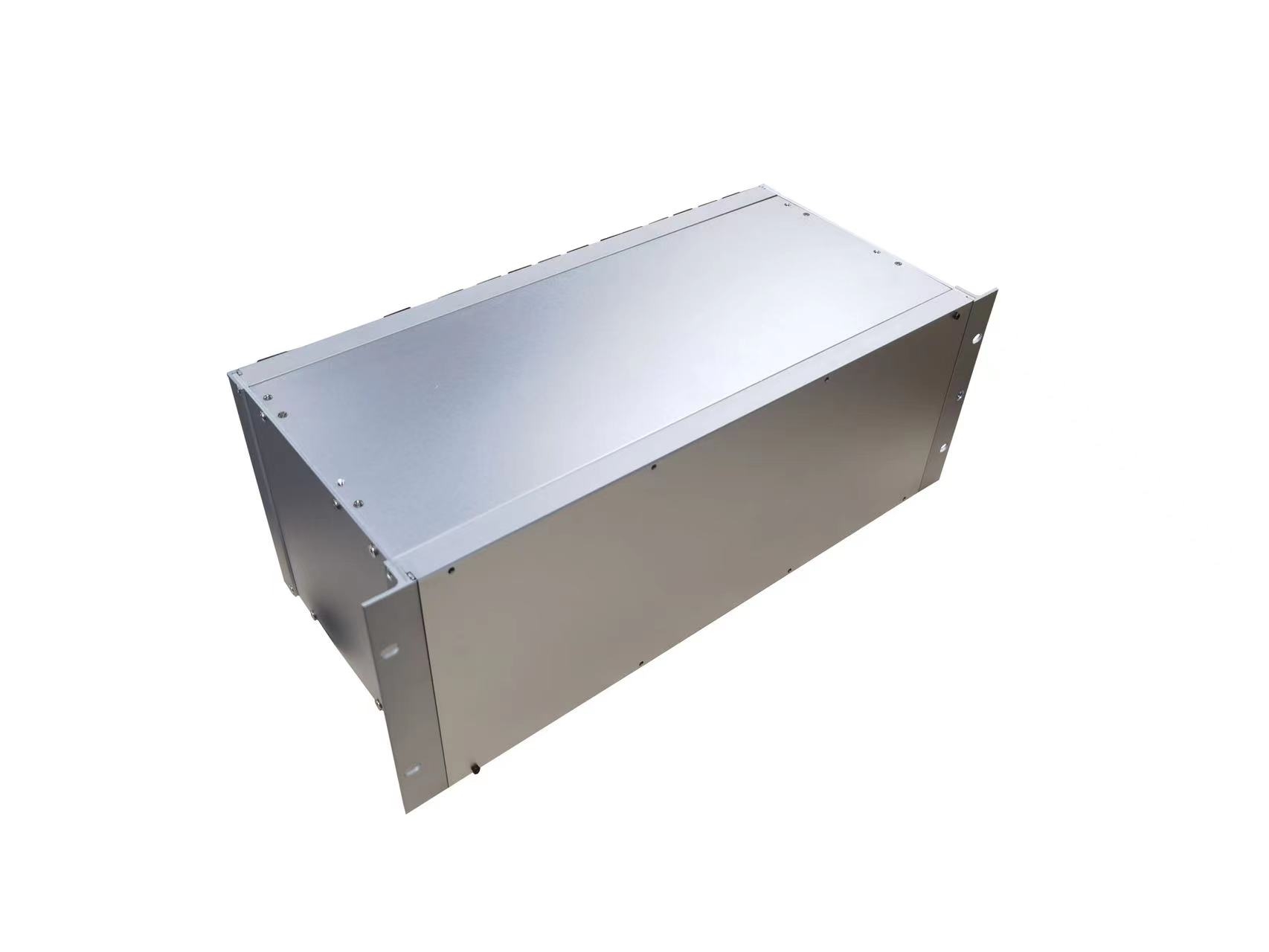
4.焊接成形
完成下料、折彎等加工環節后,則應對零件進行焊接,以此提高零件強度,常見的焊接方法有點焊、CO2氣體保護焊等,但要嚴格控制焊接變形,
5.組合保護
組合即遵循一定的要求和方式,將產品零件組合在一起,使之成為一個產品整體,由于是鈑金加工的最后一個流程,若因有所損壞而無法使用,只能進行返工,因此應做好料件保護工作,確保吸塑后的鈑金成品表面光滑均勻,無流掛、無氣孔,且顏色深淺一致。

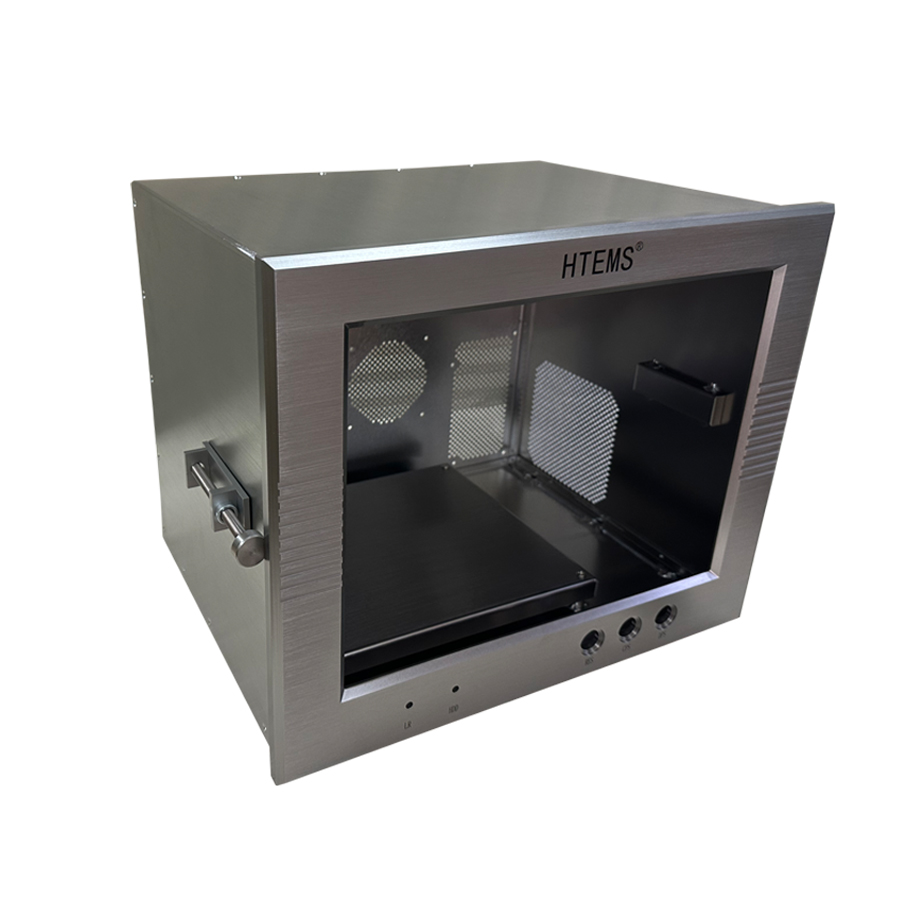
在鈑金機箱的加工制造過程中,質量檢驗標準是確保產品質量、滿足...

在鈑金外殼的加工過程中,允許誤差范圍,是確保產品精度和質量的...

眾所周知,在鈑金機箱內部,需要安裝各種電路板、電子器件和其他...
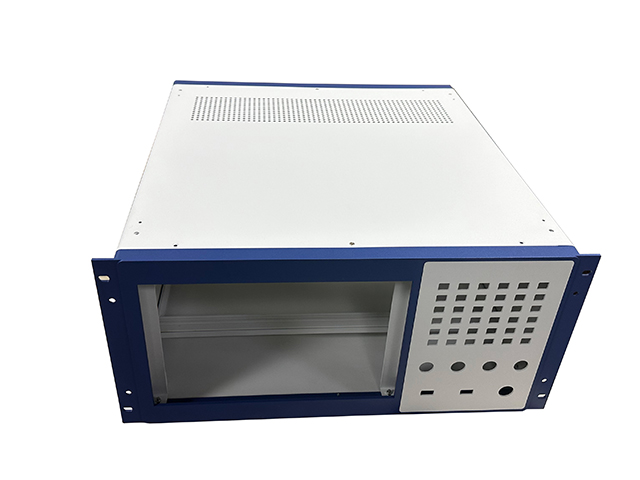
在鈑金外殼加工過程中,一旦出現鈑金外殼所受到的力分布不均,會...
服務熱線:134 3097 9192
聯系電話:137 1373 6163
公司傳真:0755-27286363
公司郵箱:szzywj888@163.com
公司地址:深圳市光明新區公明將石社區新圍路49號B棟一樓



微信二維碼

掃一掃關注官方微信
 134 3097 9192
134 3097 9192